Элтону Джону пришлось прервать концерт из-за пневмонии 72-летний певец почувствовал недомогание и со слезами покинул сцену во время одного из выступлений на своем прощальном туре Goodbye …
Отличный сайт - homedb.ru




Элтону Джону пришлось прервать концерт из-за пневмонии 72-летний певец почувствовал недомогание и со слезами покинул сцену во время одного из выступлений на своем прощальном туре Goodbye …
Отличный сайт - homedb.ru

Чем заняться в самоизоляции 11–17 мая: «Ночь музеев», аудиоспектакль и концерт БГ из Лондона Чем все еще можно развлечь себя на этой неделе. Би-2 — …

Билли Айлиш, Сэм Смит, Мэрайя Кэри: как прошел «Концерт в гостиной» iHeartRadio Все звезды выступали из своих гостиных или небольших домашних студий. Sam Smith — …

Камила Кабейо призналась, что всегда любила Шона Мендеса Интересно, после этого заявления отношения пары перестанут считать пиаром? Shawn Mendes and Camila Cabello dancing via tiktok …

Как выглядят жены и девушки самых красивых мужчин Снимки этих звездных пар заряжены на любовь и гармонию. Какие мужчины нравятся женщинам / КАЧЕСТВА ИДЕАЛЬНОГО МУЖЧИНЫ Елена …

С чем носить джинсы летом 2022 года Три самые стильные комбинации этого сезона ТРЕНДЫ ВЕСНА ЛЕТО 2022 / ЧТО НОСИТЬ ВЕСНОЙ И ЛЕТОМ/ ВЕСЕННИЙ ГАРДЕРОБ …

Лучшие совместные выходы Шона Мендеса и Камилы Кабейо Шон и Камила не часто радовали поклонников совместными появлениями на мероприятиях. Но когда они все-таки выходили вместе, …

Кендалл Дженнер нашла способ элегантно носить самую короткую кожаную юбку в истории Супермодель замиксовала откровенную вещь с укороченным жилетом и кожаными сапогами на каблуке юбка …
Rebook отказался от скандального слогана из-за резкой критики Аудитория оказалась не готова к такому выбору Слоганы для привлечения клиента. Какой должна быть фраза для привлечения …
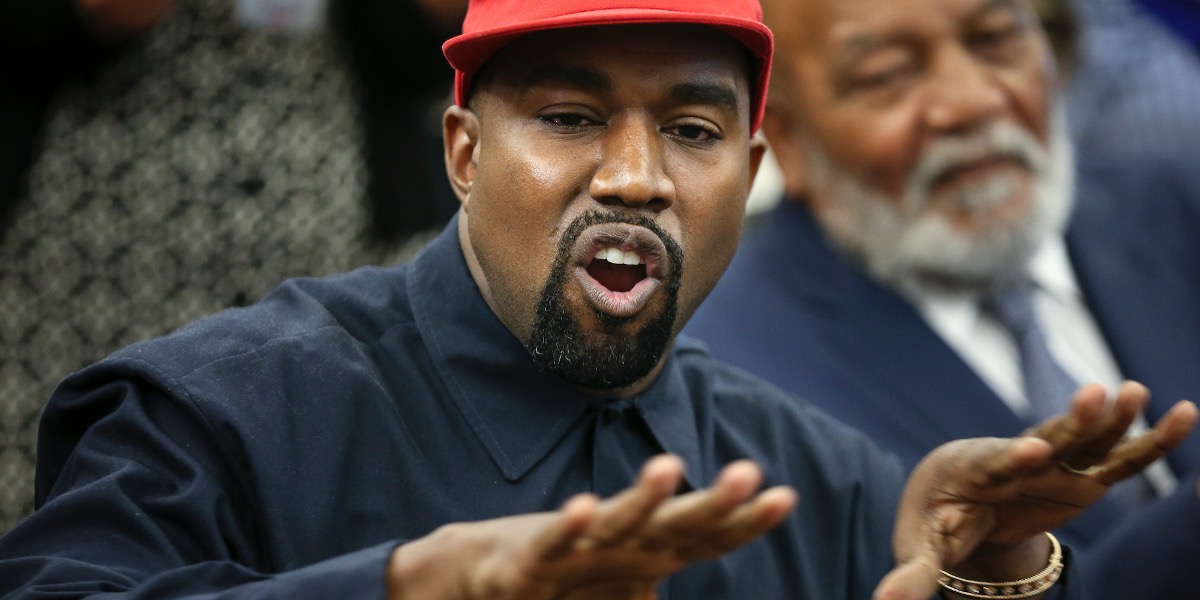
Капризный и жадный Канье Уэст: что рассказал о нем бывший телохранитель Стив Станулис назвал его худшей знаменитостью, с которой работал, в эфире Hollywood Raw Podcast. …